Ever received custom silicone parts you were excited about, only to find the edges are rough and uneven? It’s not just ugly; it makes you doubt the product’s quality. Don’t worry, there’s a clear reason why this happens.
[Jagged edges](https://www.reddit.com/r/moldmaking/comments/symi81/how_to_cut_silicone_edges_so_they_arent_jagged/)[^2] on silicone products are typically caused by three main factors: poor control of the material’s curing process, dull cutting edges on the production mold, and improper manual trimming (de-flashing). A failure in any of these stages directly impacts the final product’s appearance.

My name is Jeff, and I’ve been in the silicone rubber industry for fifteen years. After co-founding Dibo Tech, I’ve seen countless batches of products rejected because of small details. These jagged edges might seem minor, but they often point to a systemic risk in the production process. Many clients come to me with the same confusion. Their designs and molds are perfect, yet the final products are flawed. Today, as an industry veteran, I’ll break this down for you, piece by piece, to help you avoid these common pitfalls.
—
### Is Out-of-Control Curing Time and Temperature the ‘Invisible Killer’ Behind Jagged Edges?
Have you ever faced this? The product design is perfect, but once it comes out of the mold, it feels a bit ‘brittle,’ and the edges are choppy. It’s not just a waste of materials and time; it’s incredibly frustrating.
Yes, an out-of-control curing process is absolutely one of the main culprits. Curing for too long or at too high a temperature damages the silicone’s internal structure, causing excessive shrinkage. When the product cools, it becomes less tough, leading to tearing and jagged edges during trimming.
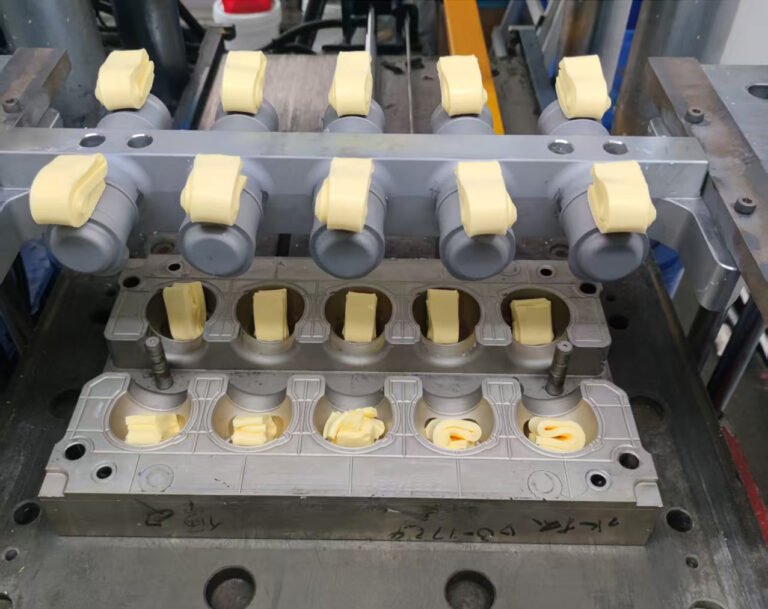
[^3] being molded at high temperature](https://samxine.com/wp-content/uploads/2025/09/WechatIMG2669.jpg)
You can think of the curing process like baking bread. The silicone raw material is the dough, and the mold is the oven. We need the perfect temperature and time to bake the “bread” just right—soft on the inside and smooth on the outside. If the temperature is too high or you bake it for too long, the crust becomes dry and brittle, crumbling at the slightest touch. Silicone works the same way. In my factory, we have a very strict set of process standards. For every new product, our engineers run multiple tests to determine the optimal “curing curve”—the perfect combination of temperature and time. This process is tedious, but it’s the first line of defense in ensuring product quality. In my experience, about 30% to 40% of all jagged edge problems start right here.
#### **A Breakdown of Curing Control Failures**
To help you understand this more clearly, I’ve made a simple table that shows the consequences of different issues.
| Influencing Factor | Specific Outcome | Impact on Edges |
| :— | :— | :— |
| **Temperature Too High** | Material cures prematurely, increasing internal stress. | Edges become brittle, easy to break like a cracker during trimming. |
| **Time Too Long** | Material is over-cured, and its molecular structure is damaged. | Toughness is severely reduced, making it very easy to tear at the parting line. |
| **Insufficient Curing** | Material isn’t fully “cooked,” feels soft and sticky. | Edges and flash (excess material) stick together and cannot be separated cleanly. |
—
### How Do Dull ‘Cutting Edges’ on a Mold Affect the Product’s Edge?
Why does the same mold produce perfect parts at first, but the edge quality gets progressively worse over time? You might think it’s an operator error, but the real issue is often hidden. This leads to a steady decline in quality that can be a real headache.
The key here is the mold’s “cutting edge.” This is the part of the mold that separates the main product from the excess material, or “flash.” Over time, high heat and pressure wear this edge down, making it dull. A dull edge can’t cleanly sever the flash, resulting in a thick connection that tears instead of separates during trimming.

Think of the mold’s cutting edge like a kitchen knife. A sharp knife can slice vegetables cleanly and easily. But if you use a dull knife, you have to use more force, the cut will be messy, and you might even crush the vegetable. Molds are the same. The steel we use is very hard, but it has to withstand temperatures near 200°C (392°F) and immense pressure hundreds or thousands of times a day. Over time, wear is inevitable. It’s like a high-performance car that needs its tires changed regularly. At Dibo Tech, we have a strict mold maintenance schedule. After a certain number of production cycles, every mold is taken offline for inspection and repair, especially to check and sharpen the cutting edges. This adds to our costs, but it’s fundamental to guaranteeing consistent product quality over the long term.
#### **Mold Cutting Edge Condition Comparison**
刃先の状態は最終製品に大きな違いをもたらす。
| Edge Condition | Parting Line Characteristic | Trimming Result |
| :— | :— | :— |
| **Sharp as New** | The line is clean and thin, almost like a strand of hair. | Separates with a light touch, leaving a very smooth and flat edge. |
| **Slightly Worn** | The line starts to thicken and become slightly blurry. | Requires a little more force to trim, may result in minor burrs. |
| **Severely Dull** | The line is thick and almost merges with the product body. | Cannot be separated cleanly; must be forcibly torn, creating obvious jagged edges. |
—
### Besides Material and Molds, Can Operator Technique Also Cause Jagged Edges?
Alright, let’s assume the material curing is perfect and the mold is brand new with a sharp edge. Why are some products still coming out with flawed edges? It’s frustrating to blame random factors, but the truth is, one of the most overlooked steps might be the key.
The answer is a definite yes. The operator’s technique for removing the flash (a process called de-flashing or trimming) is crucial. Even with perfect materials and molds, an inexperienced operator who uses too much force, the wrong angle, or works too quickly can tear the product’s edge, creating ugly jagged marks. This is the “last mile” problem, where all the previous hard work can be undone in a single step.
[^4] Process”)
When I first started in this industry, I thought de-flashing was just unskilled labor. But my mentor taught me there’s a real art to it. He had me practice for weeks before I was allowed to work on actual products. A good technician knows exactly how much force to use and which angle to approach from to remove the flash quickly and perfectly. This comes from years of experience. Imagine tearing a piece of paper along a perforated line. If you just rip it quickly and forcefully, you’ll probably tear outside the lines. But if you follow the angle with steady, even pressure, you’ll get a clean separation. It’s the same principle for trimming silicone. That’s why I always emphasize to my team that the training and experience of our technicians are among our most valuable assets. A skilled operator can genuinely increase a product’s success rate by several percentage points. That’s the power of detail.
#### **Good vs. Bad Trimming Technique**
Let’s look at how much difference the right and wrong approaches can make.
| Key Technique | Correct Method | Incorrect Method & Consequence |
| :— | :— | :— |
| **Force Control** | Apply even, gentle force, following the path of least resistance. | Using brute force, which stretches, deforms, or directly tears the edge. |
| **Angle Selection** | Separate along the product’s parting line angle. | Pulling perpendicularly or backwards, causing uneven stress that creates notches. |
| **Speed Control** | Work at a steady, consistent pace to maintain control. | Working too fast leads to loss of control and tearing; too slow can cause the material to re-adhere. |
—
## Conclusion
In conclusion, a seemingly simple issue like jagged edges on a silicone product is actually linked to three interconnected areas: **material science (curing)**, **precision manufacturing (molds)**, and **skilled craftsmanship (technique)**. These three elements are intertwined, and a failure in one can compromise the entire result. It shows that producing high-quality silicone products isn’t about excelling in one area, but about maintaining a complete and rigorous system.
正確な材料配合、硬化曲線のミリ秒レベルのコントロールから、定期的な金型メンテナンス、技術者の継続的なトレーニングまで、Dibo Techではすべてのステップで細部にこだわっています。この業界で15年間働いてきた経験から、真の強さは、他社が見向きもしないような細部にあることを学びました。
I hope today’s sharing has helped you better understand the silicone production process. If you encounter similar issues with your custom products, or have any other questions, feel free to reach out to me. I’m always happy to share what I know.
—
[^1]: Explore this resource to understand the challenges and solutions in producing high-quality custom silicone products.
[^2]: Understanding the causes of jagged edges can help you avoid quality issues in your silicone products.
[^3]: Explore the factors that influence the quality of silicone raw materials used in production.
[^4]: Find out how de-flashing techniques can affect the final appearance of silicone products.